应变片点焊对基础材料的影响

应变片点焊对钢材的影响
起重机,桥梁等结构中,由于机械应力的缺口效应,在受到强冲击的情况下,可能会导致结构失效。因此必须要进行应力测试。由于这些应用环境恶劣,无法采用黏贴的方式进行应变片安装,通常采用焊接的方式进行。
工业上通常采用的焊接方法,有金属惰性气体焊(MIG)、金属活性气体焊(MAG)、钨极惰性气体焊(TIG),都是非常强力的焊接方法,但对基材影响很大。因为其是通过融化的方式使部件连接在一起。
而应变片通过点焊的方式对结构影响非常小。
本文采用 LS31 可焊接应变片 进行了几种实验,结果显示其对基材的影响基体材料的影响非常有限。这些结果同样适用于 HBM 光纤传感器。

典型的应变片点焊结构

HBM Fiber Sensing OL-W 光纤应变片点焊
HBM 可焊接应变片
HBM 还提供可焊接 electrical and 光纤应变片和传感器。
带有 0.5m 电缆的 LS31 (HT) 电阻应变片

OL-WA (光纤直片) 和 OR-WA (光纤应变花)
点焊基础材料试验
以下测试是由“Schweitechnische Lehr-und Versuchsanstalt Mecklenburg-Vorpommern GmbH” 进行的。其证明了应变片点焊对基础材料的微小影响 [1]。
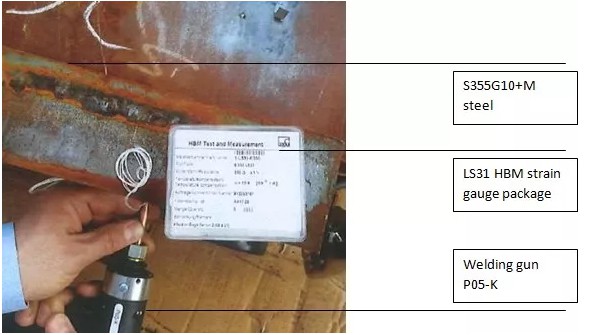
测试说明
HBM 应变片被焊接到 S355G10+M 钢材上 (400 x 200mm, t=80mm)。其采用 Heller C39 型移动式接触焊枪 P05-K 进行焊接,安装的是 HBM LS31 应变片。焊接前,将表面磨光使金属表面完全裸露。
随后按照 DIN EN ISO 15613 标准进行不同的测试:
- 目视检查剥离试验
- 显微镜检查
- 硬度试验
焊接和基础材料检查
- 1. 目视检查和剥离试验(DIN EN ISO 17637)
- 根据 DIN EN ISO 17637 标准剥离试验进行的目视检查显示没有明显缺陷。基材的表面在焊接镜片中没有裂纹。
- 对基材的影响仅限于焊点。
- 2. 显微镜检查(显微照片 DIN ISO ISO 17639)
- 然后是检查焊点的横截面。剥离试验后对材料进行刻蚀,制成光学显微照片。材料则通过显微镜检查(DIN EN ISO 17639)。
- 焊接的横截面约为 0.5-0.8 mm²,深度约为0.05mm,这对基体材料影响很小。热影响区清晰可见
- 3. 硬度试验(DIN EN ISO 9015-2)
- 根据 Vickers 程序进行硬度试验,在横截面上的不同位置进行。
- 1-3: 在应变片基底材料(X8Cr17)
- 4-6: 钢材的热影响区
- 7-9: 钢材料
总结
应变片点焊融化影响通常深度小于 100µm,横截面小于 1mm² 。 SLV [1] 试验结果证实了这一点。
焊点在应变片基底和钢体和基材之间形成坚固连接,从而能够进行应变传递。
点焊后,钢体材料或应变片中无裂纹。
参考文献
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 公司报告。
[1] 报告 - 编号: PB210-170421-01E REV0 ()按照 Din EN ISO 15613 标准进行在点焊接的评定试验)
法律免责声明:技术提示目的在于提供一个快速的概述。并且会不断完善。HBM对描述的正确性和/或完整性不承担任何责任。我们保留在任何时间更改和/或说明的权利,恕不另行通知。(内容来源转载)
HBM产品推荐有:德国HBM U3力传感器、U2B力传感器、U1A力传感器、S9M力传感器、S2M力传感器、C18力传感器、C10力传感器、 C9C力传感器、C6A力传感器
日本NTS传感器有:LCU-5KN称重测力传感器、LCW-10KN称重传感器型号、LCX-50KN称重传感器、LCY-100KN称重传感器、LCZ-200KN称重传感器、LRK-500N称重传感器
文章版权备注
- 2021-08-21让传统奶酪制造商发扬光大——动态称重解决方案
- 2021-08-21防作弊自动称重系统
- 2021-08-21HBK铁路测量、测试和分析解决方案
- 2021-06-03压电力传感器如何工作?
- 2020-10-28惠斯通电桥的基本原理和理论
- 2020-10-28巧克力包装系统高速动态称重的核心
- 2020-09-10如何确保在任何地方使用的牛顿都是相同的?
- 2020-09-02如何应对电驱动对扭矩测量技术提出的挑战?
- 2020-08-25水道和力传感器-测量每朵浪花的力量,为防洪堤保驾护航
- 2020-08-19牛奶就应该这样装,牛奶是怎么样灌装的。















 售前咨询
售前咨询